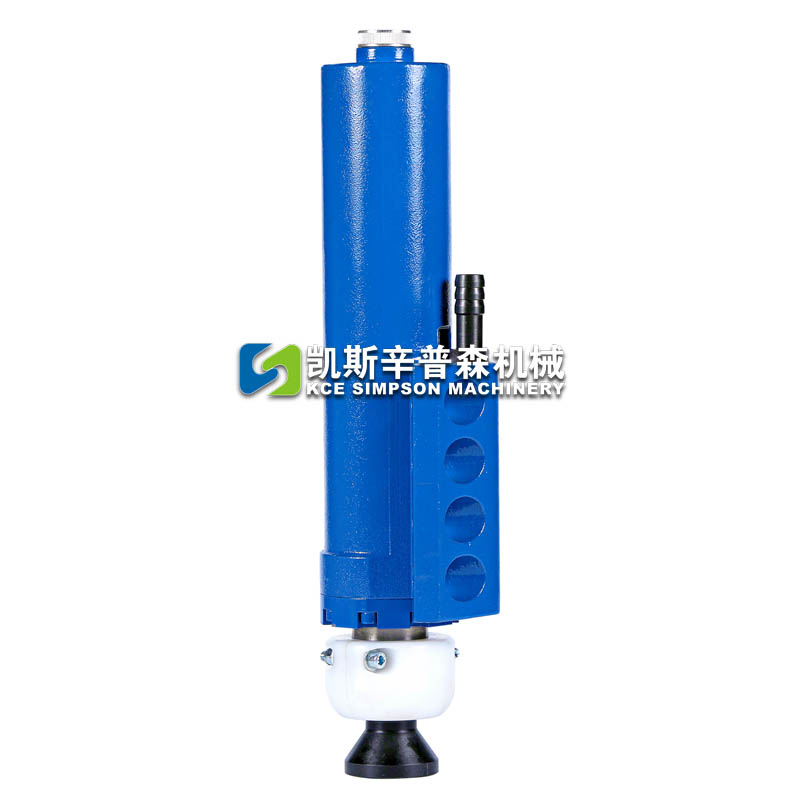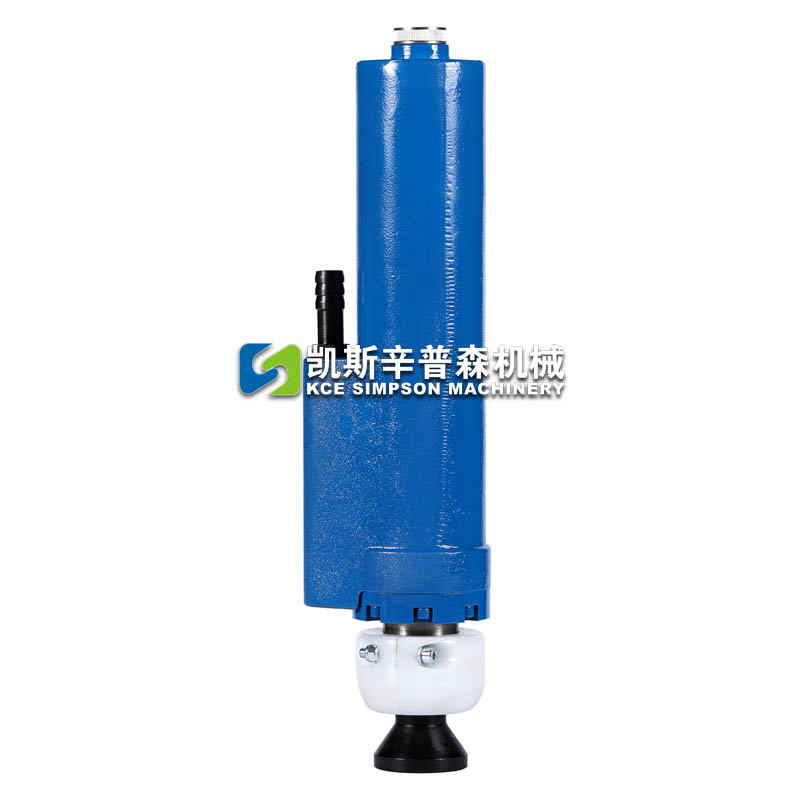

提供一种高性价比的气动除芯工具,用于内部砂芯清除困难或有砂芯残留的铸铝、铸钢、等铸件的除芯,部分应用零件如下:汽车发动机缸体与缸盖、汽车涡轮增压器铸钢件、换热器等等。
- 同款型号对照市场现有产品,振击频率经多家用户测试反馈提高约2-3%;
- 振击频率提高后,清砂除芯效果更好,单个零件所需的振击周期更短,提高了生产效率;
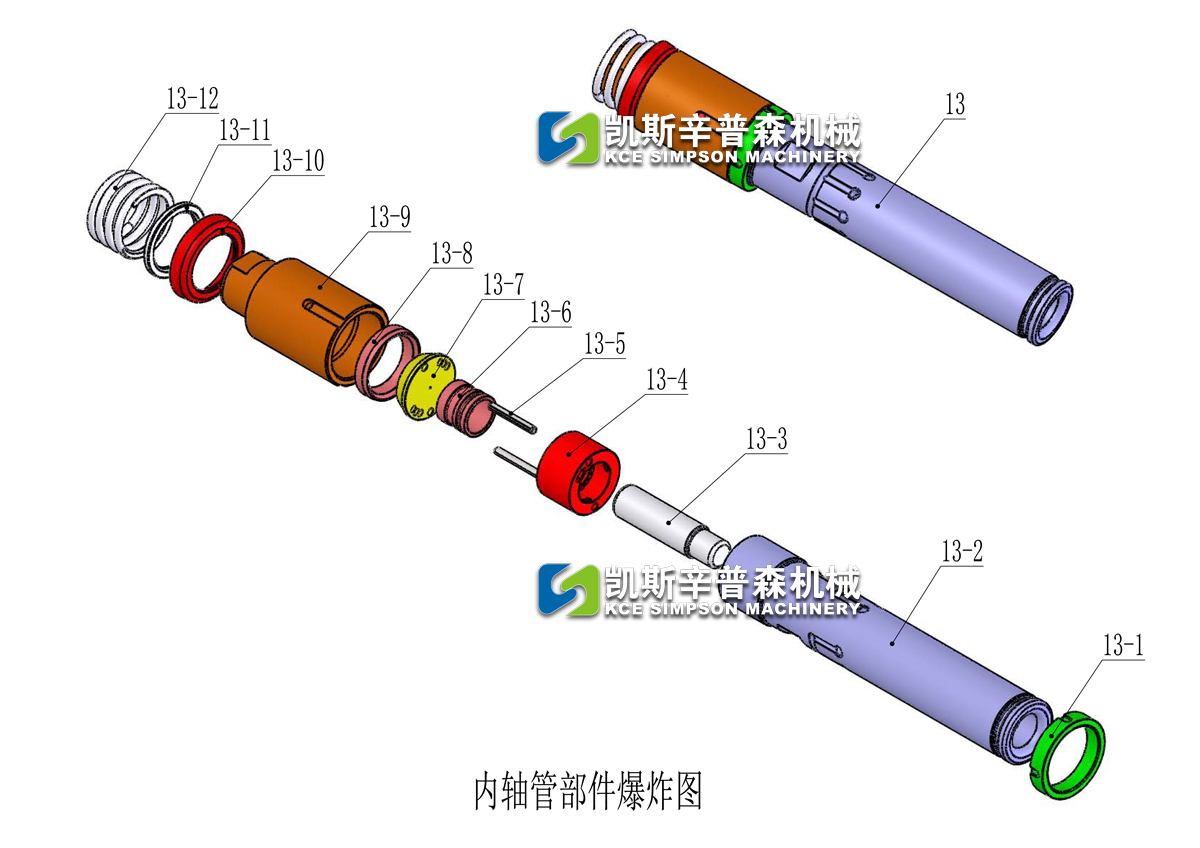
- 结构简单,可靠性高,使用寿命长;
- 提供气锤所有零件的备件更换服务;
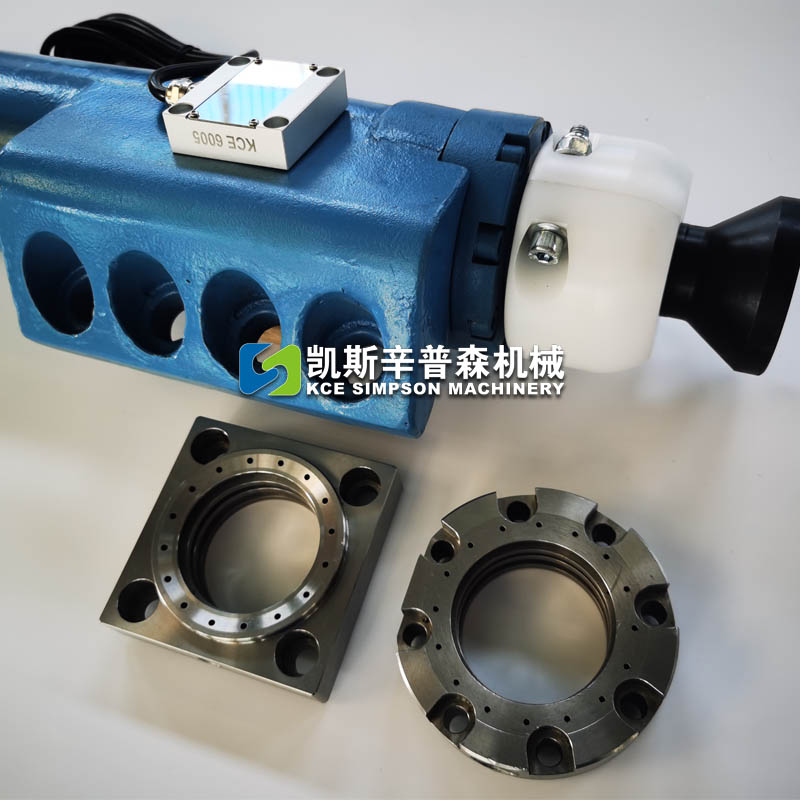
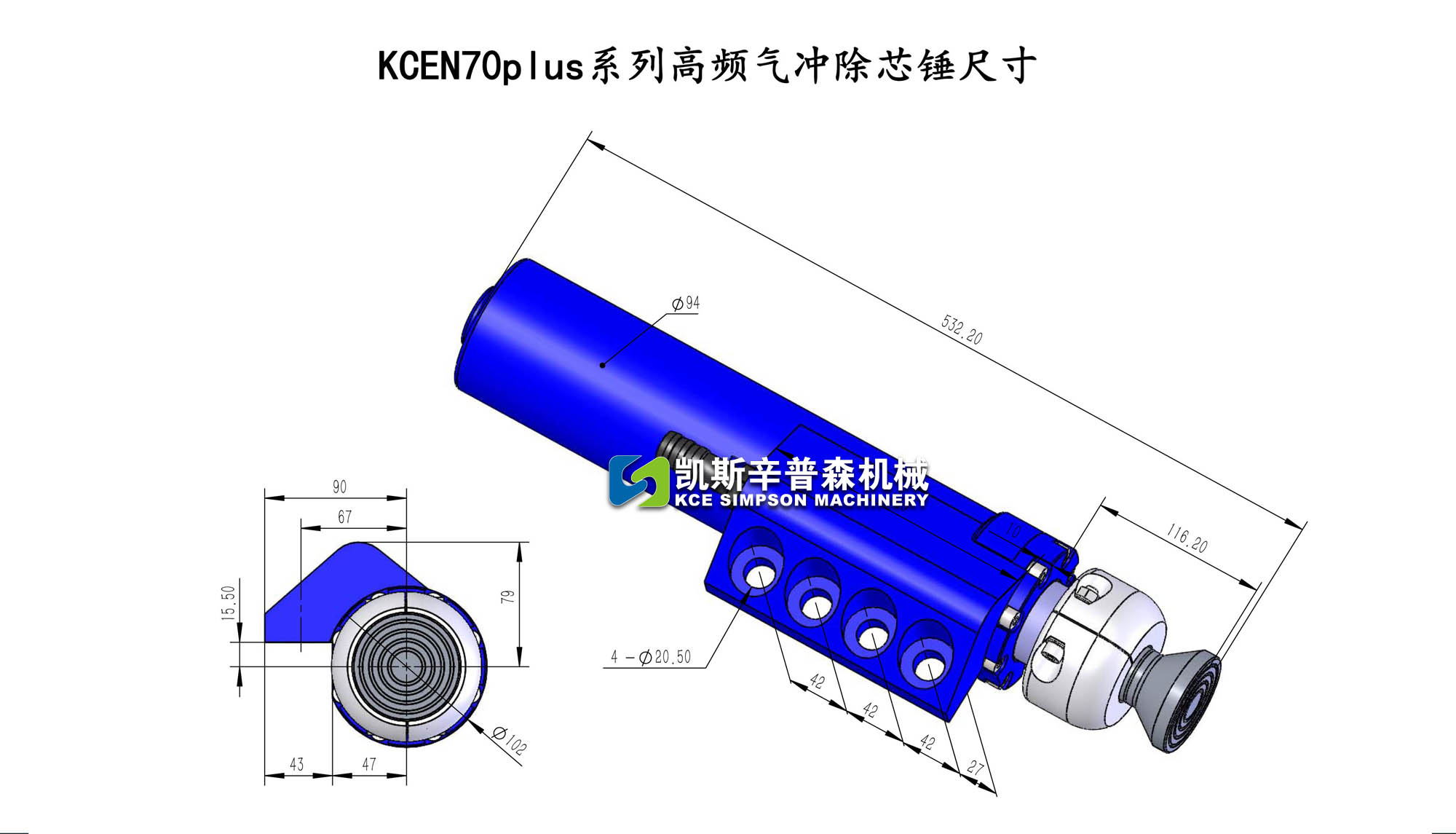
- KCEN70plus/RVC70plus系列除芯锤与意大利omler RVC70、RVC70-MBL、RVC70-MBR、法国globe DTE2638、DTE2634 气锤安装尺寸完全相同,可互换替代;
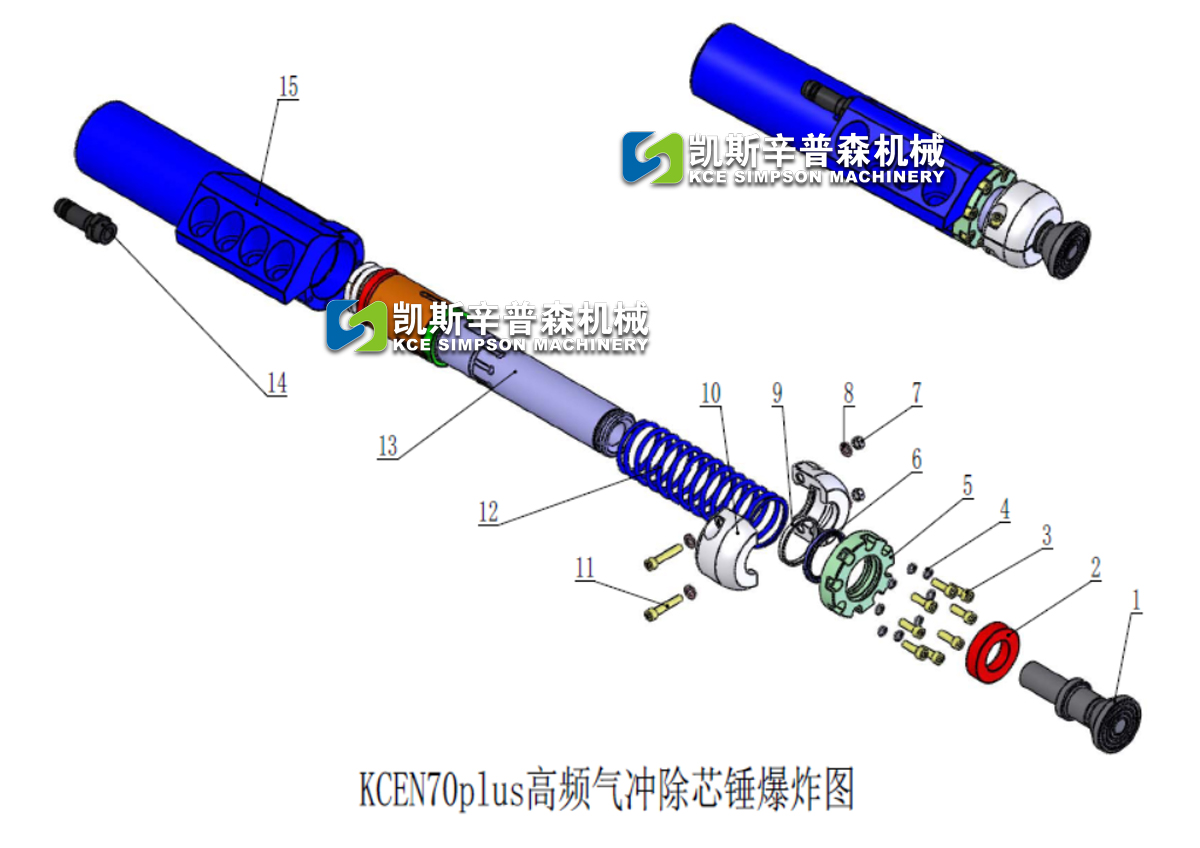
- KCEN70plus/RVC70plus系列高频气冲除芯锤用于铸造厂铸件除芯,与RVC70、RVC70-MBL、RVC70-MBR、DTE2638、DTE2634等型号可互换替代,经客户使用反馈都已达到同类型产品除芯效果及使用寿命,性价比高;可根据客户个性化的需求,提供加大型号及不同固定方式的除芯锤。
- 在原有气锤的基础上,可根据用户的要求,个性化的提供加大或缩小的气锤;其固定方式也可根据配套设备的要求做变动,而不再总是迁就气锤唯一的安装型式去制作设备。